

Vysoce přesné lisování kovů zahrnuje lisování, děrování a hluboké tažení


Lisování kovů je proces s využitím lisovacích strojů a nástrojů pro hromadnou výrobu. Je přesnější, rychlejší, stabilnější a levnější za jednotkovou cenu než řezání laserem a ohýbání na ohýbacích strojích. Samozřejmě je třeba nejprve zvážit náklady na nástroje.
Podle dělení se lisování kovů dělí na běžnéLisování,Hluboké taženíaNCT děrování.

Obrázek 1: Jeden roh lisovny HY Metals
Lisování kovů se vyznačuje vysokou rychlostí a přesností. Tolerance řezání lisováním může dosáhnout ±0,05 mm nebo lepší, tolerance ohýbání lisováním může být ±0,1 mm nebo lepší.
Návrh lisovacích nástrojů
Budete potřebovat lisovací nástroje k výrobě dílů, pokud je množství šarže nad 5000 kusů nebo pokud je výroba drahá laserovým řezacím a ohýbacím strojem.
Tým inženýrů společnosti HY Metals provede analýzu vašeho kovového dílu a navrhne nejlepší lisovací nástroje dle výkresů vašeho produktu a vašeho rozpočtu.

Obrázek 2: Máme silnou technickou podporu pro návrh forem
Může se jednat o progresivní raznici nebo o řadu jednotlivých raznic, což závisí na struktuře, množství, dodací lhůtě a požadované ceně.
Progresivní raznice je forma pro kontinuální ražení, která může provádět všechny nebo několik procesů najednou. Pro dosažení hotového dílu vám může stačit pouze jedna sada progresivních raznic.
Obrázek 3: Toto je příklad jednoduchého postupného vyřezávání, řezání a ohýbání.
Jednoduchá razicí forma je postupný proces ražení. Může obsahovat řezací nástroje pro ražení a několik řezacích a ohýbacích nástrojů.
Nástroje s jedním razníkem se snáze obrábějí a obvykle jsou levnější než progresivní nástroje. Pro hromadnou výrobu jsou však pomalejší a lisované díly budou mít vyšší jednotkovou cenu.
Razítkování a řezání
Obvykle je řezání razítkem prvním krokem k vyřezávání otvorů nebo tvarů.
Řezání lisovacími nástroji je mnohem rychlejší a levnější než řezání laserem.
Lisování a tváření
Pro některé konkávní a konvexní struktury nebo žebra u některých plechových dílů budeme potřebovat lisovací nástroje k jejich tvarování.
Ohýbání a ražení
Ohýbání ražením je také levnější a rychlejší než ohýbací stroje. Je však vhodné pouze pro díly se složitou strukturou a malými rozměry, jako je 300 mm * 300 mm. Protože čím větší je rozměr ohýbání, tím vyšší jsou náklady na nástroje.
Takže někdy pro velké díly a velké množství navrhujeme pouze nástroje pro lisování a řezání, nikoli ohýbací nástroje. Díly ohýbáme pouze pomocí ohýbacích strojů.
Máme 5 profesionálních konstruktérů nástrojů, kteří vám poskytnou nejlepší řešení pro vaše kovové lisované díly.


Obrázek 4: Sklad lisovacích nástrojů HY Metals
Máme více než 20 sad lisovacích a děrovacích strojů od 10T do 1200T pro lisování kovů. Vyrábíme stovky lisovacích forem ve vlastních prostorách a každý rok vylisujeme miliony přesných kovových dílů pro zákazníky po celém světě.
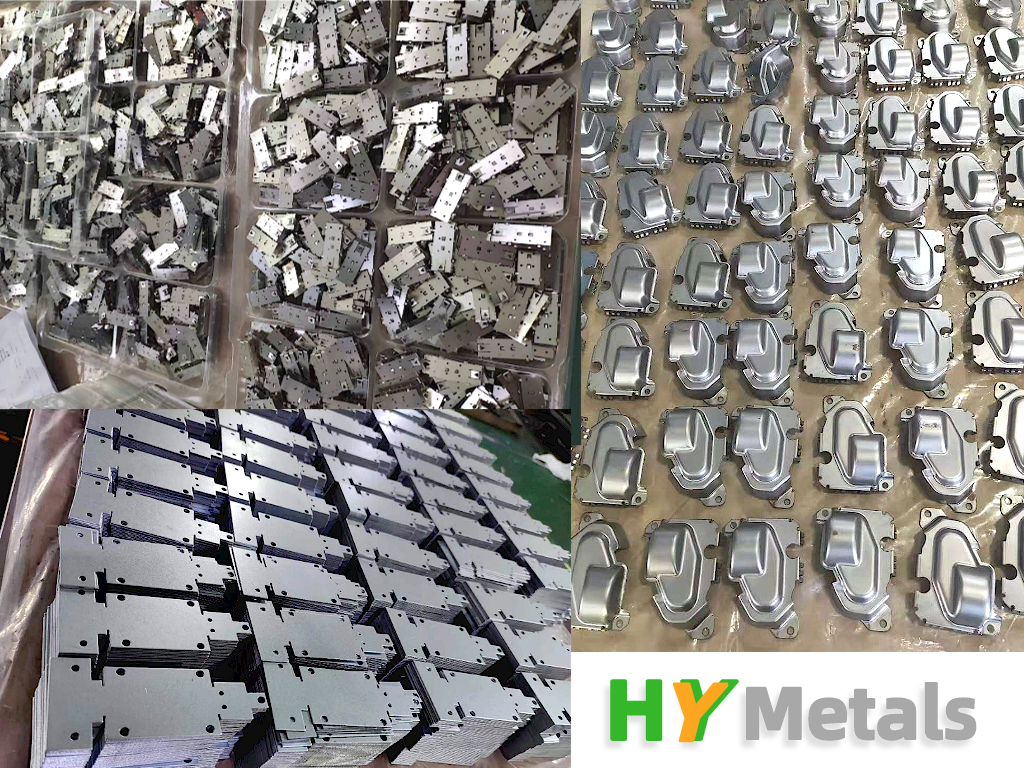
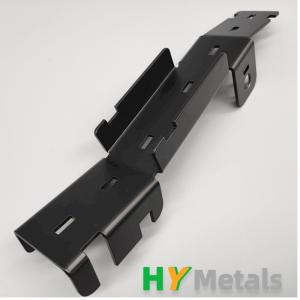
Obrázek 5: Některé lisované díly z kovů HY
Hluboké tažení
Hluboké tažení je druh ražení pro dosažení hlubší a konkávní struktury. Nerezové dřezy a nádoby v kuchyni jsou některé z hluboce tažených dílů, které můžeme vidět.
Mnoho přesných průmyslových dílů vyrábíme hlubokým tažením.

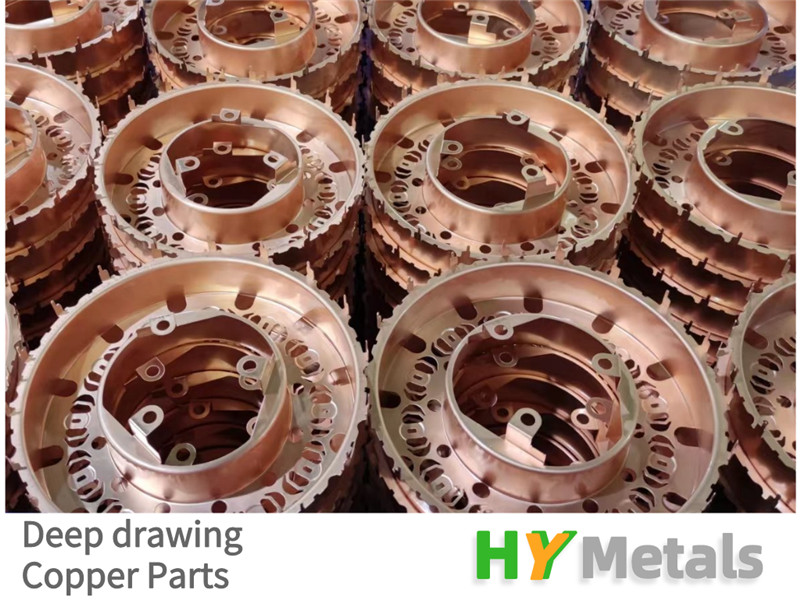
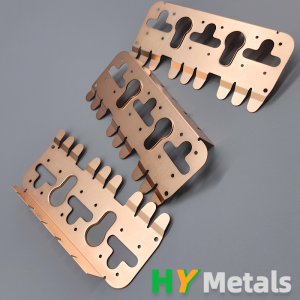
Obrázek 6: Hluboké tažení a ražení měděných dílů
Jedná se o měděný díl určený pro hluboké tažení a ražení.
Pro tento díl jsme navrhli celkem 7 sad nástrojů pro jeden děrovací stroj, včetně 3 sad nástrojů pro hluboké tažení pro tváření a 4 sad nástrojů pro ražení a ohýbání.
Děrování NCT

Děrovač NCT je zkratka pro Numerical Control Turret Punch Press, také známý jako Servo Punch, který je ovládán automatickým strojem s průmyslovým řídicím systémem.
NCT děrování je také druh procesu ražení za studena. Běžně se používá k vyřezávání otvorů typu Mesh nebo OB.
Pro plechové díly s velkým množstvím otvorů bude NCT děrování lepší volbou, protože je levnější a rychlejší než řezání laserem.
A víme, že řezání laserem povede k určité deformaci vlivem tepla.
NCT děrování je proces za studena, který nezpůsobuje žádnou tepelnou deformaci a zachovává plechovou desku co nejlepší rovinnost.
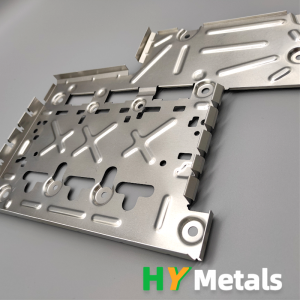
Obrázek 7: Některé NCT děrované produkty od HY Metals
-
Zakázková výroba plechových dílů...
-

Vysoce přesné ražení kovů zahrnuje ražení...
-
Vysoce přesné plechové díly z měděných kontaktů...
-

Přesný proces ohýbání a tváření plechů
-

Plechové díly vyrobené z pozinkované oceli ...
-

Prototyp plechového kovu s krátkou dodací lhůtou
-
Nerezový plechový držák s černým ...